JCB 社、ワイヤレス通信でシャシの生産をフルコントロール
世界有数の土木建設重機および農機のメーカー JCB 社。同社は、英国、Staffordshire 州 Cheadle 郊外に位置する広大な工場の一角に、Asquith Butler 製 CNC 工作機械やレニショー無線信号伝達方式プローブなど、英国発精密エンジニアリング技術の革新的最優秀製品を集約した金属加工セルを、200 万ポンド投じて構築した。
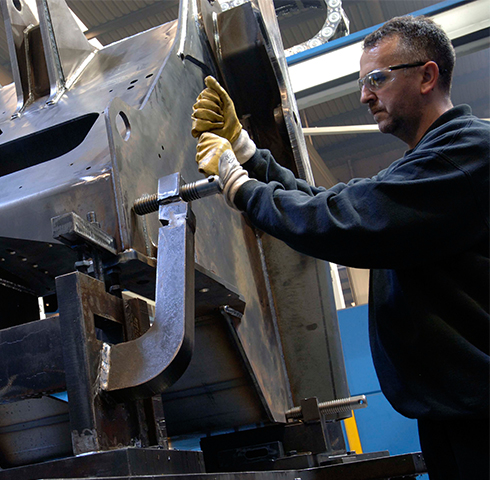
ホイールローダ用大型フロントシャシ溶接工程では忙しく人が立ち働く。その横に、巨大な Asquith Butler 製トラベリングコラムタイプ横形フライス盤が 2 台鎮座している。5m の天井からハロゲンランプが 2 個ぶら下がる。その強力な光線が当たる新しい方が、中央で輝き一際目立つ。そのサイズとは裏腹に動きが目まぐるしい。溶接工程で組み立てた高さ 1.5m のスチール製シャシアセンブリが機械テーブルに固定されている。同機の主軸が、工具交換しながらシャシ表面から 2、3mm 上を移動しつつ、止まってはこぶし大の穴を荒削りして行く。
「最終加工工程に達した時点で、フロントシャシアセンブリは、重量が 2000kg 前後と、ここに来るまでに大量の労力と素材が投じられています。この工程で加工ミスを起こしてスクラップにさせるなんて、とんでもないことなんです」と、Senior Manufacturing Engineer の Chris Goodall 氏は、切削音に負けじと声を張り上げる。
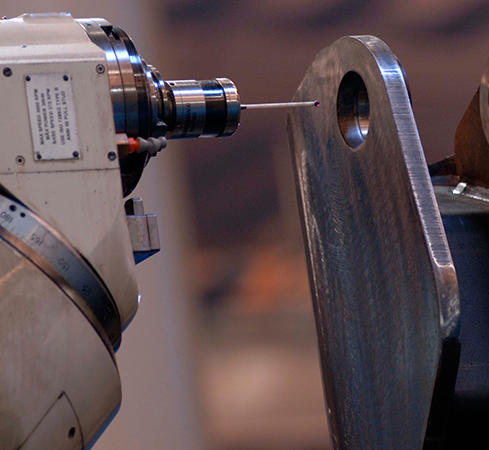
マシニングセンターがあまりに巨大で、通りがかるだけではほとんど目に留まらない小さなテクノロジー。しかし、これがないと、Goodall 氏のストレスが大きくなることは想像に難しくない。内製の責任者である同氏が安心していられるのは、レニショー無線信号伝達方式 RMP60 タッチプローブがあるからだ。日々どのパーツに対しても、工具が間違いなく正確に切削場所に移動すると、同氏に限らず製造の誰もが安心していられるのは、このプローブのおかげなのである。
「大型ホイールローダのフロントシャシは、巨大かつ形状が複雑な、3 方向から溶接して製作されたスチールアセンブリです」と Goodall 氏は続ける。「問題が発生することはめったにありませんが、溶接工程から搬入された時点では、シャシの寸法精度についての保証は一切ありません。1 台ごとにひとつひとつ計測が必要で、機械の座標系は必ず更新して、切削加工を始める前に誤差をすべて相殺する必要があります」
精度と繰り返し精度
頭上クレーンが重いシャシを機械のテーブルに配置すると、オペレータがボルトでしっかりと固定する。シャシの配置後、Asquith Butler 機がレニショータッチプローブを取り出し、重要な基準点をプログラム動作で計測する。計測データは無線信号で同機に搭載されている Heidenhain 430M コントローラにダイレクトに送信される。コントローラはデータを受信すると同時に、事前に入力済みの仕様値と比較する。計測したシャシの寸法がパラメータの設定値を超える場合は、アラーム音が鳴り、指定の公差内で加工ができないことをオペレータに警告する。
「NG にするしかないパーツに加工時間をとられたくありません」と、Goodall 氏は続ける。基準点の数値が許容範囲内であれば、コントローラは自動的にデータをコントローラ内の適切なメモリに入力し、事前にロードしてある NC プログラムで使用できるようにする。シャシアセンブリの計測を実行している間に、別のオペレータは、同トラベリングコラム機の第 2 テーブルから完成シャシを取り外す。
「レニショー RMP60 は思いのほか使い方が簡単です」と、Goodall 氏は言う。「シャシアセンブリの計測はほんの数分で終了し、加工をすぐ再開できます。シャシアセンブリにも依りますが、加工時間はトータルで、1 時間 25 分から 2 時間半ぐらいです」
RMP60 無線信号伝達方式プローブはコンパクト設計なため、機械ヘッドが届く場所であれば、シャシアセンブリのどこであっても計測が可能だ。シャシアセンブリの非常に入り組んだ狭い場所を計測することもあるため、この特性はうってつけである。
「当初、加工が必要なシャシのすべての箇所にプローブが到達できるのか、エンジニア達はかなり懸念していました。しかし、無線式なので計測箇所へのアクセスが容易になります。Asquith Butler 社が、我々に適したこのプローブを選び、すべての計測場所にアクセスできることを保証してくれました」と、Goodall 氏は述べる。
Asquith Butler 社の Managing Director である Hinchliffe 氏は JCB 社向けに RMP60 プローブを指定した理由を補足する。「このプロジェクトの計画段階から、新しい機械が溶接工程の横に位置することになっていました。信号への干渉が発生する可能性が非常に高いことは明らかだったため、このような条件下でも機能するシステムが必要でした。レニショーの RMP60 は、周波数ホッピングスペクトラム拡散 (FHSS) 信号伝達方式を初めて採用したプローブです」
無線通信の信頼性
RMP60 のシステムは、プローブと RMI (インターフェース兼受信機) の 2 点で構成される。プローブはワークの表面をタッチしてから、コントローラに接続された RMI (機械の筐体に固定) に、無線信号でデータを送信する。
従来の無線信号伝達方式とは異なり、RMP60 システムは通信に固定チャンネルを使用しない。受信機が 2.4Ghz 帯域内の周波数間をホップして切り替えて通信する。この唯一無二の方式により、過酷な加工環境や電波干渉を受ける環境であっても、複数のプローブを確実に使用できる。
レニショー発の革新的技術により、プローブからの重要なフィードバック信号が完全な形で Heidenhain コントローラに到達するため、生産活動を支障なく継続できる。「今回機械加工セル 2 基を構築するまで、私個人にはこのような規模での金属加工の経験はありませんでした」と Goodall 氏は明かす。「私が機械加工セル構築の責任者として任されましたが、我々の選択は間違ってなかったと私は思っています。レニショーの RMP60 システムのおかげで、段取り時間が劇的に短くなり、シャシの加工工程の精度保証と品質管理が可能になりました。加えて、甚大な損害を招くエラーが発生する可能性がほぼゼロになりました。」

